Structural Repairs.

Once the main strip down is complete work can start on the major structural repairs. I took a long time studying any source material I could find in an attempt to understand how the complex structure of inner and outer sills all fitted together. Main source being Barney Gaylords amazing website – mgaguru.com, which was the source of much inspiration throughout the restoration.
From my experience, if the front and rear wings require repair work or replacement (repair is always preferable as chances are they’ll fit better than pattern new), then it is a good idea to do this before embarking on structural repairs. The reason for this is that at every stage of rebuilding the body structure, the wings and doors are in constant use to ensure shut lines and panel gaps are correct. In my case I had major repairs done to all four wings, including blasting, cutting out and fitting new repair panels, hand beating of dents and lead loading.

Nearside rear wing required major dent removal and replacement dog-leg section

The nearside door and rear wing had suffered damage at some point before my ownership, which was revealed when they were stripped. This is the rear wing after blasting and hand beating, followed by lead loading.

Nearside front wing had sufferred badly and required a large repair section.


The cost of this, was not a great deal more than the cost of one new pattern wing and I had the comfort of knowing that as they fitted when they came off, they would probably fit when put back on, which was the case. There are many stories of expensive new wings having to be seriously cut and reshaped to fit and even then, the profile of the wing is not the same as an original.
The next sequence of photos attempts to describe the process.

Ray, fellow ‘A’ owner helped make the first cuts – help at this stage gratefully received.

First major surgery, involved cutting away all rotten metal, first having taken key measurements. Tip here is to retain all old sections to use as reference later, when time has passed and the new sections have to be set in place. Also, work on one side only and use other side for reference no matter how bad it is. Addendum – in hindsight, I wouldn’t have cut away quite so much metal from the upper section behind the ‘B’ post, as the repair panel was a poor fit – easier to have patched it up at the top and replaced just the lower section.

First new metal is cut to fit – Sportscar Metalworks repair panel required major reshaping to fit, particularly the repositioning of the chassis mounting bracket. See details in photos of left side restoration.

Trial fitting of door to original door pillar, to aid alignment and positioning of new repair sections, particularly the ‘B’ post. This is critical if panel fit and shut lines are to be perfect.

Wings are required to assist correct alignment of inner and outer sills and ‘B’ post, before welding can commence. All wings at this stage were away at Sportscar Metalworks for blasting and repair @19/05/10

The inner wing repair section was significantly different to the original section that was removed. The chassis mounting bracket on the repair panel had to be removed and refitted to allow the panel to achieve a fit. Despite this it was still difficult to align the lower edge where it meets the wing dog-leg.
Work resumed again January 2012
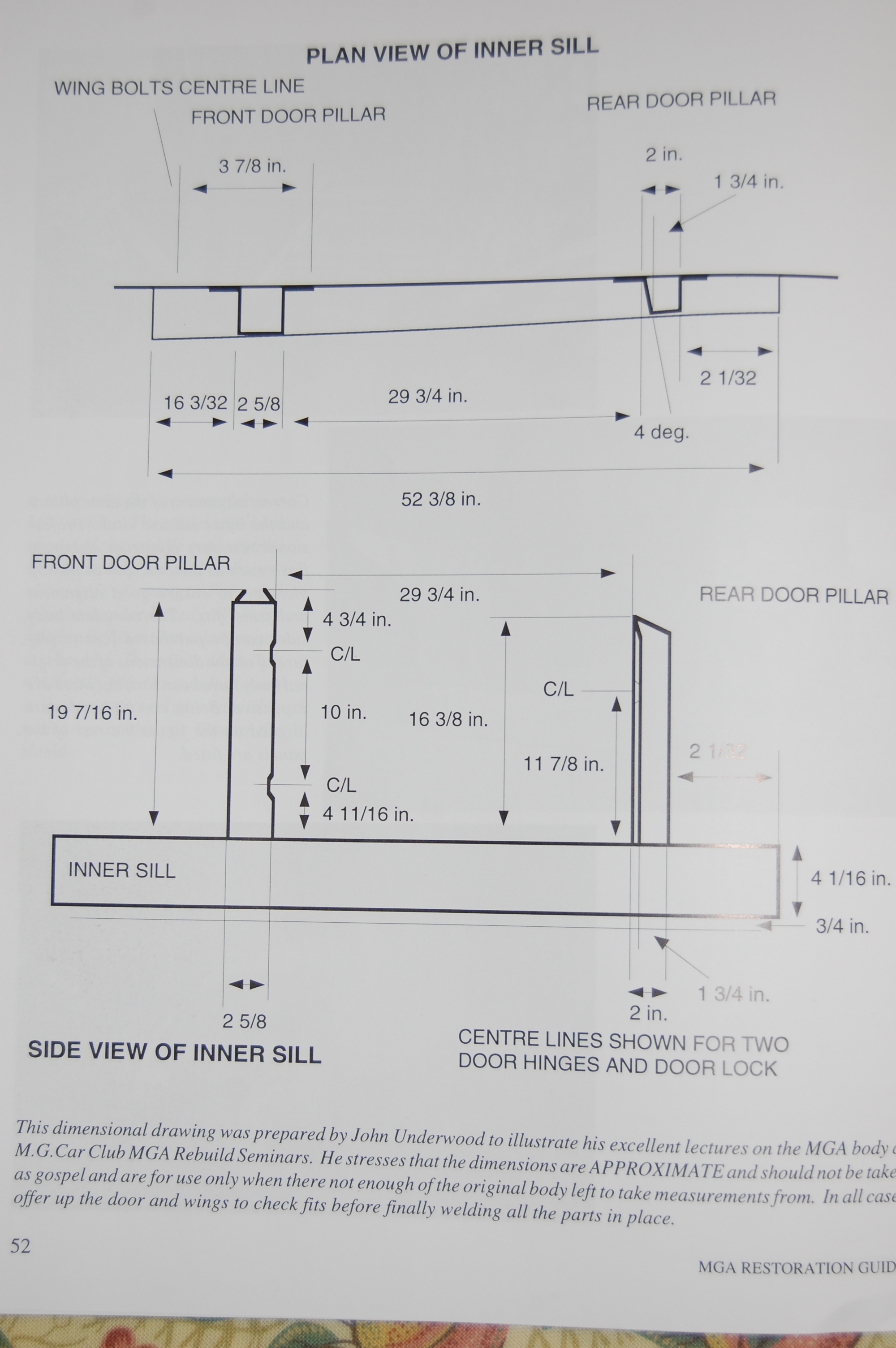
Despite the huge amount of information on MGA’s, there’s very little factual in terms of dimensional drawings to help restorers, particularly with the replacement of the ‘F’ post sections. This is from John Underwood of MG Car Club and published in Malcolm Green’s excellent MGA Restoration Guide. When checked against my cars remaining original side, the dimensions were almost identical. Also of constant reference for this aspect, was American Barney Gaylord’s extensive website that records in detail the fabrication and replacement of inner and outer sills, amongst details of several restorations. mgaguru.com.
At this stage, I tapped all the captive front and rear wing nuts, which makes it much easier doing up and undoing the bolts when trial fitting the wings. 5/16th UNF tap. Added after completing the righthand side – this has to be the best tip – if you are able to use the original captive nuts, this transforms the job of endless fitting and undoing of the wings when trying to get everything to fit.


Also, as I’m re-using original bolts at this stage, I ran a die down the ones used for trial fitting. A drop of light oil at this stage further eases fitting.
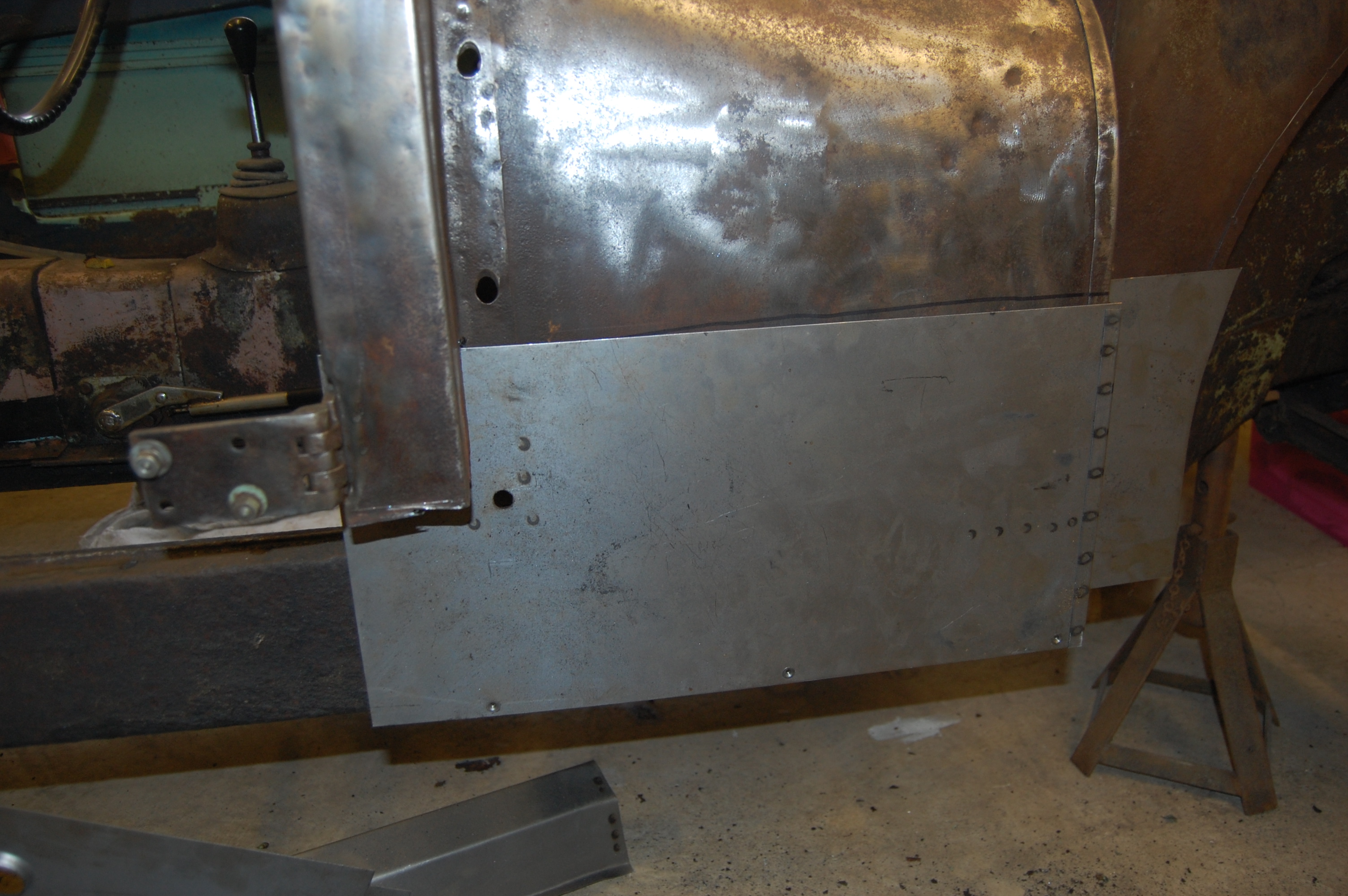
A useful tool to obtain is a joddler, which has the primary function of forming a recessed edge to enable two sections of sheet metal to be joined together, avoiding a butt weld. It also doubles as a hole punch, enabling plug welds, which are easier for the less skilled and can also replicate a spot weld. This shows the tool with the head rotated to the joddler position. Both ends of the inner sill back plate were joddled to achieve a flush join when welded.


Finished joddled edge. Small holes are from various dry fittings using 3mm drill and PK screws


Joddled ends joined ready for tack welding
All repair panels were dismantled and metal primed, using either weld-thru, etch or zinc depending on area primed. Edges to be welded were prepared using joddler/punch. Holes were punched every few inches ready for plug welding. The joddler tool was not cheap but is a great asset.

First full dry fix of inner sill /’B’ post repair panels. The new ‘B’ pillar is one of ‘Metal Micky’s’ (Sportscar Metalworks) better productions and is an excellent fit.

Red effect on ‘A’ post is from infra-red workshop heater – attempt to raise temperature from 2 degrees!

First trial fix of rear wing – additional reshaping of inner wing repair panel required to allow bottom edge of wing to bolt up to captive nuts. Also alignment of wing to outer sill needed attention – note both wing repair section and outer sills from same supplier so a better fit should have been expected.



First dry fit with door mounted and both wings loosely fitted – not bad panel gaps, but still plenty of adjustment available to achieve decent gaps eventually. Benefit here of using original wings and doors.


All panels primed and plug welding holes prepared. Red tinge is reflected infra red heater.

Inside cavities of B post and inner sill were treated with several coats of zinc rich primer and Hammerite. Faces to be welded prepared with weld-thru primer and masked.


Final trimming of inner wing repair panel where the wing dog-leg fits is still required.

Front wing to outer sill not bad for first fit.

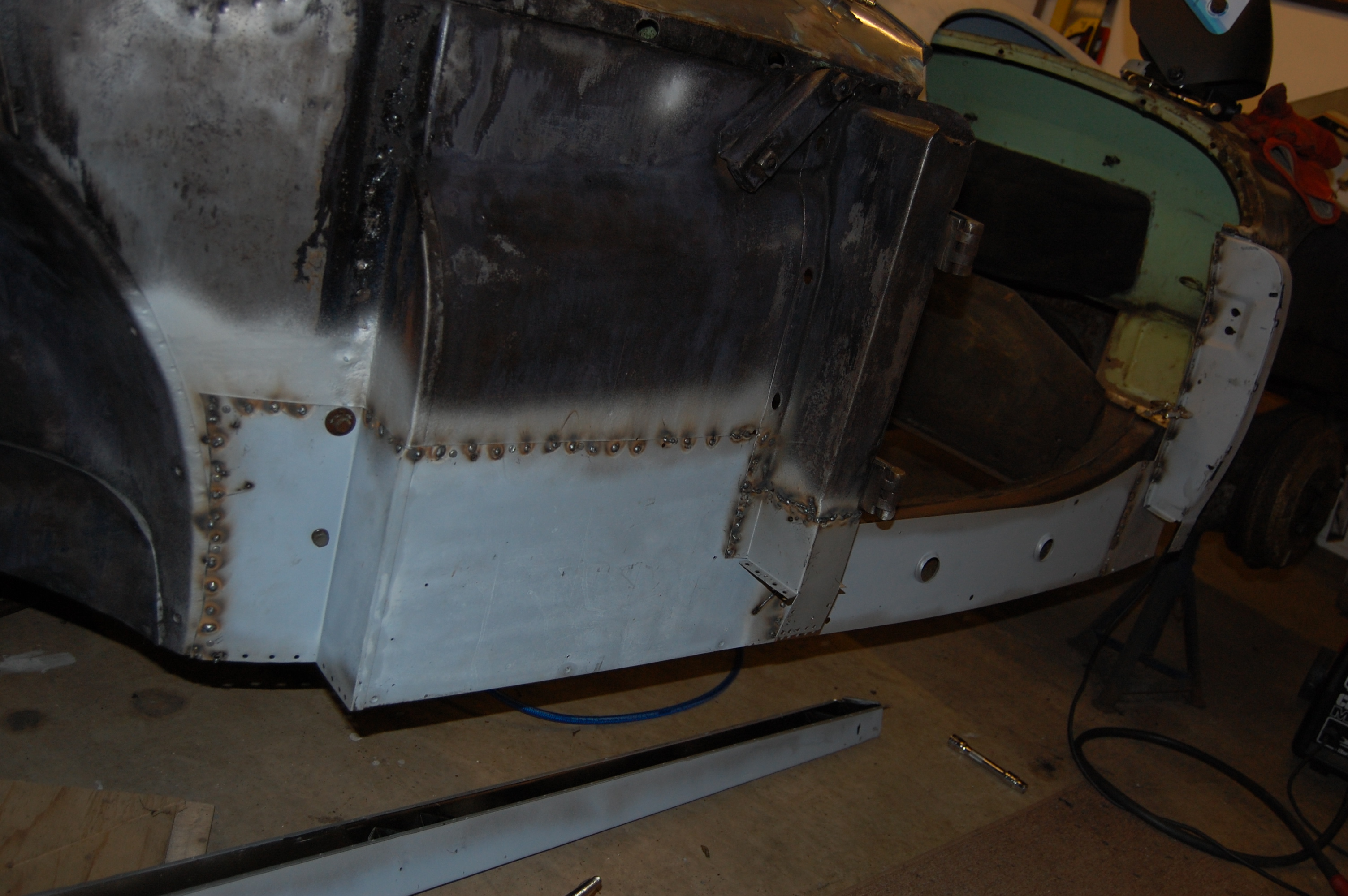
At last, welding has started. Plug welds using Clarke TE 135 MIG welder.

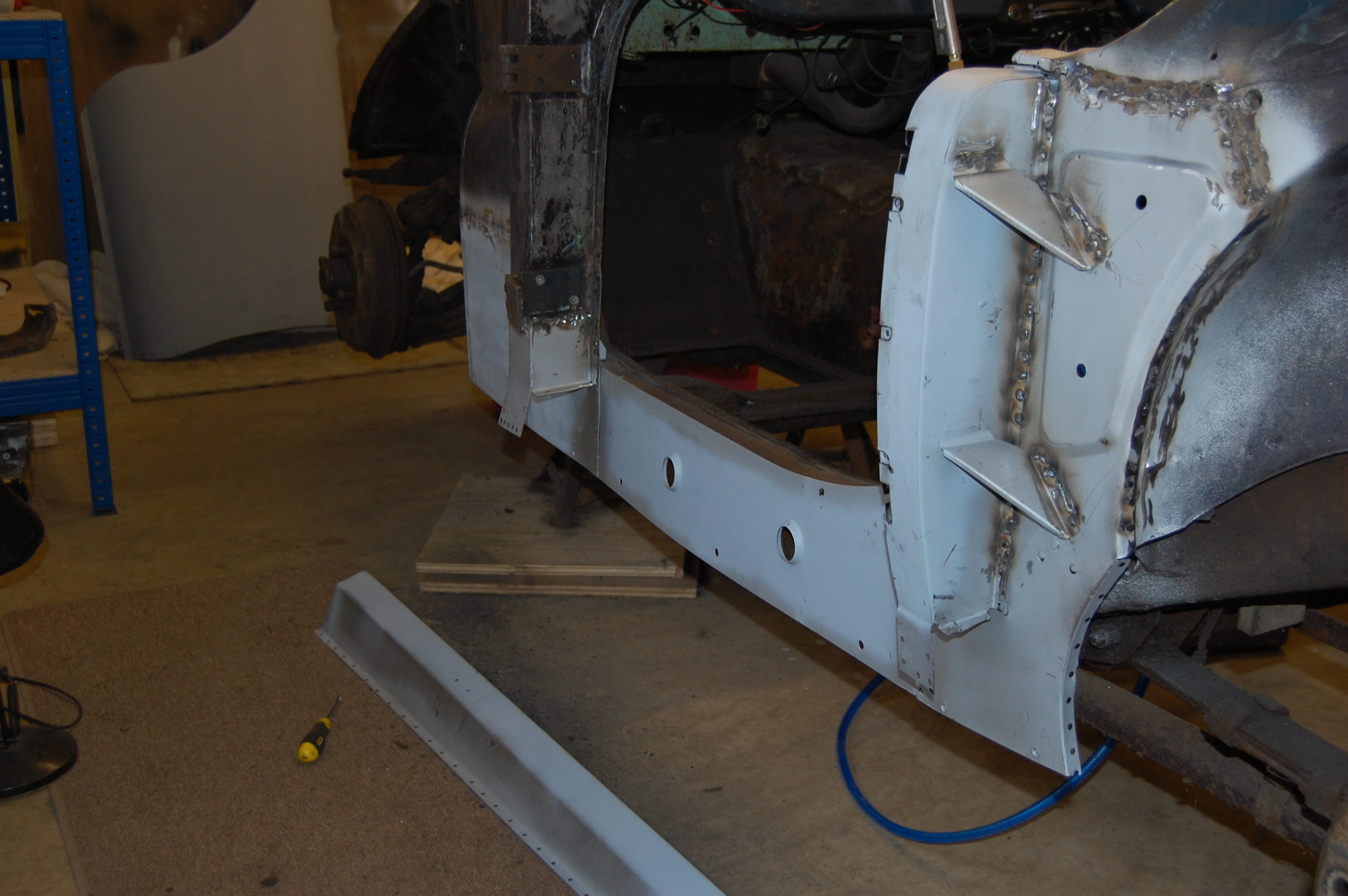
Inner sill plugged on, but front end appears to be out of square. Trial fitted front wing at this stage to check bottom edge fit over inner sill and just about ok to join with captive nuts – ‘A’ post repair section and ‘B’ post still loose. Feels like progress at last!
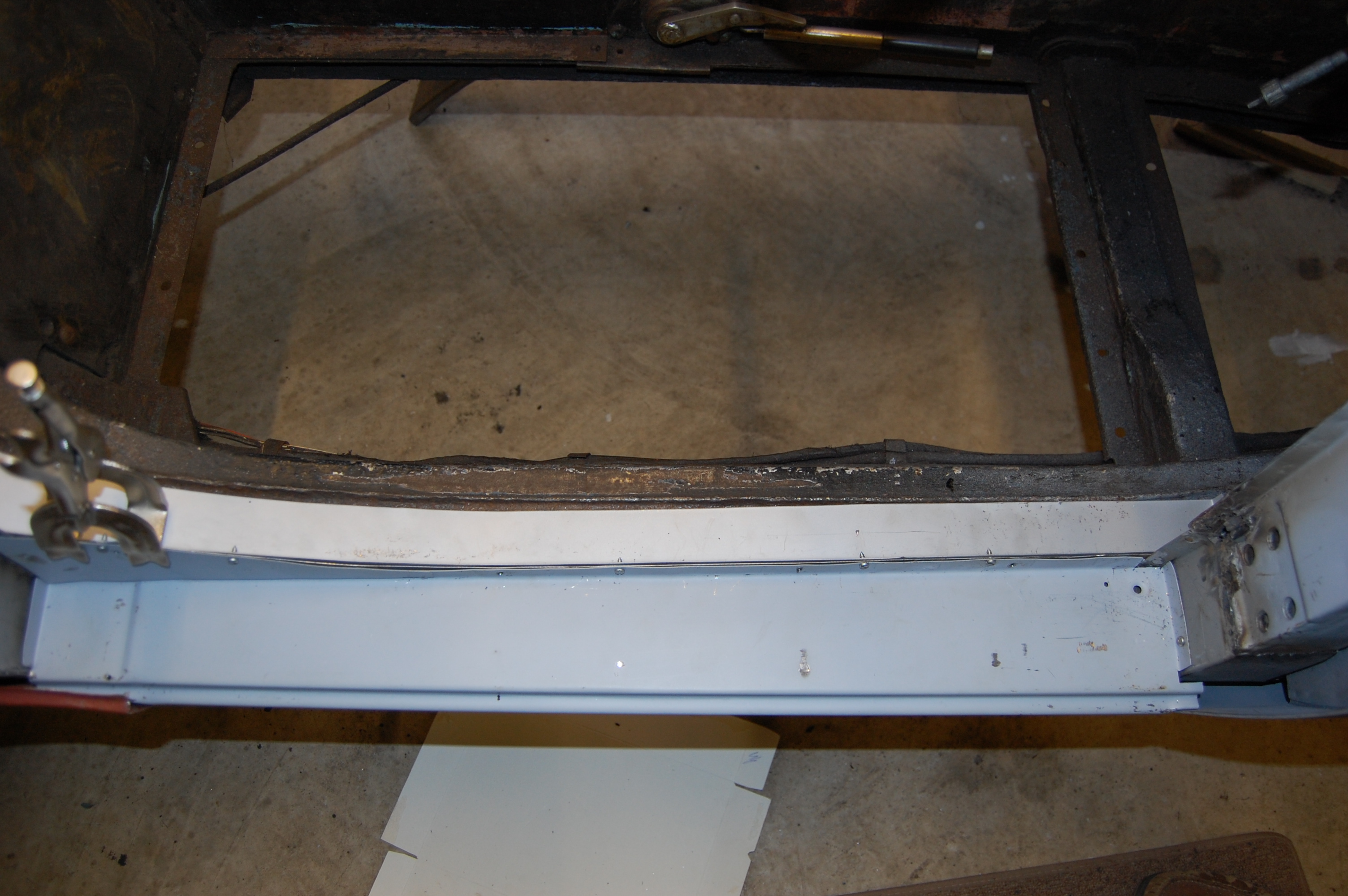
This shows the fitting of the outer sill and attachment of chassis rail finishing strip, screwed up ready for welding top and bottom and pop-riveting the end flanges to the door pillars as per original spec. Outer sill inner surface by this stage has been zinc primed and two coats of black Hammerite applied. The hole in the right hand corner of the sill panel is the drain hole that will sit under the door draught seal rubber edge and acts to drain any trapped water. A corresponding hole in the top surface of the inner sill allows the water to drain into the sill void and out through gaps in the lower edge. Any excess moisture will evaporate in the void of the inner sill, the ends of which are not sealed. Seems counter intuitive, but apparently works – careful rust inhibiting preperation is required to the inside surfaces of the inner sill, to ensure longevity – not of concern to the Abingdon factory in 1959!

Having completed the welding and grinding flat, another trial fit – for some reason, nothing fitted and several frustrating hours were spent finding the reason. Joined by fellow MGA owner Ray Hadaway, we took a fresh look at all aspects, particularly the fit of the front wing bottom edge, which was too low to bolt up to the inner panel. Following some minor assistance from a jack and wood block, it eased into shape. Holes were drilled to match up with the captive nuts on the inner panel and it bolted up well as can be seen in the photo.

Sportscar Metalworks B posts are excellent.

Another lesson I’ve learnt, is that when trial dry fitting the replacement panels and B post, is to check the fit with the door shut finishing plate in position and with the door catch fitted. The shut plate adds width and if the door catch is wrongly positioned, the door won’t shut.
The door hinges can have a dramatic influence on door fit. If using as I am the original hinges, it’s worth marking each one with where it was fitted, before dismantling. When fitted at the factory, they were another element that could be tweaked to achieve satisfactory panel fit. If I try to fit my hinges out of their original place, the door fit is wildly adrift. It could be easy to blame new structural work, when the hinges are the problem. Both of my top hinges have a pronounced forward bend, that pulls the top of the door into place, giving a good fit. if I swap top to bottom and vice verca, then it creates a massive gap. Another point to watch is that the shorter section of hinge is fitted to the A post and the longer section with the main lugs to the door – might seem obvious, but again it can have a big effect on door fit if incorrectly fitted.

Note the pronounced forward bend.



These are new Moss hinges, that I’m unable to use as they push the door too far back due to lacking the bend that exists in the original hinges.
Nearside takes shape – easier, thanks to trials of fitting up offside.



First offering up of wing was a joy as unlike the righthand side, this matched up first time.



First welding, before fitting inner sill.

Same, following grinder action.
Note error of punching holes in rear panel lower curved edge.




On both sides, the new chassis mounting brackets are in the right plane with the bolting point, but the location hole is set too deep in the bracket, as can be seen here. I fed this info back to Metal Mick at Sportscar Meatalworks and he will re-engineer the brackets for future panels.
This is the chassis mounting bracket for the B post backing/inner panel which is incorrectly located. The repair section is impossible to fit without removing the bracket, dry fitting the repair section and then sizing up the bracket against the panel, having bolted it to the chassis.


This demonstrates how far adrift the captive nut was. This was a dry fit before rewelding
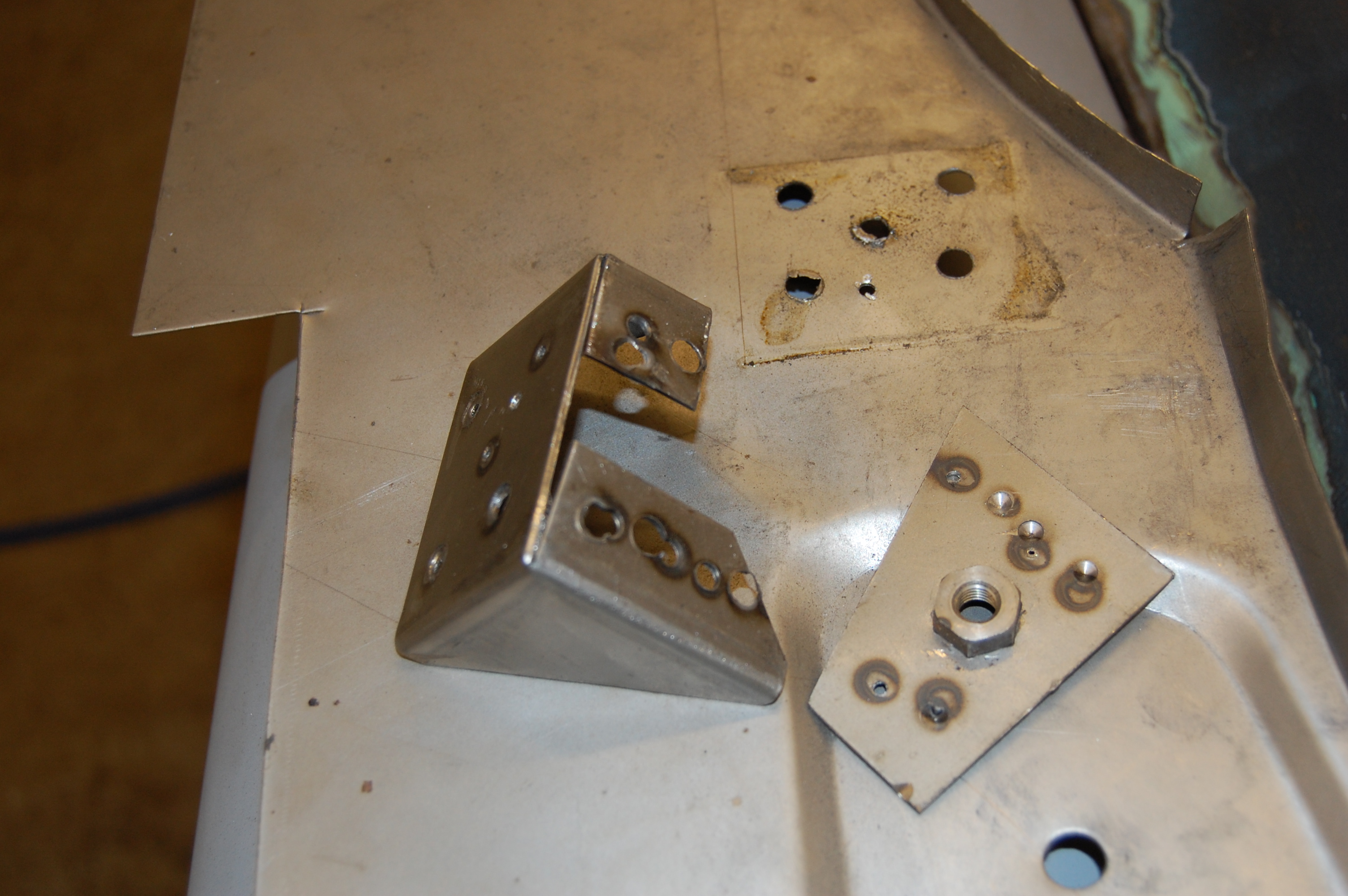
Dismantled bracket.
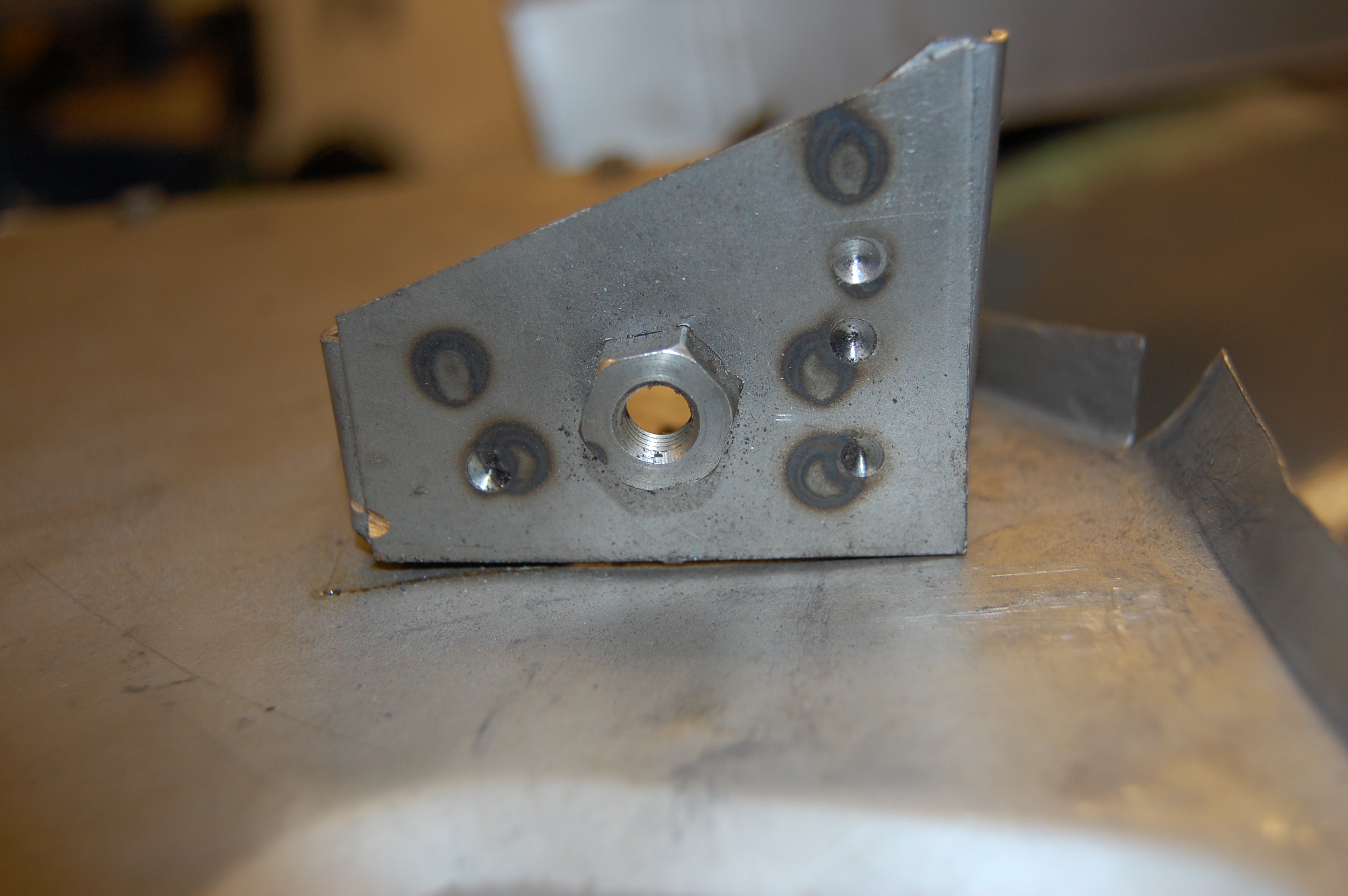
Having refitted the bracket to the panel and trial fitted, I found that the captive not was also fitted about 1cm too far into the bracket. When fitted to the chassis, this had the effect of distorting the panel and pulling the lower section tight to the chassis rail. This led to the bracket having to be dismantled by drilling out the spot welds and then repositioning the captive nut.

Illustration of final positioning of bracket, set against original position – must have a word with ‘Metal Mickey’ ! In fairness, all other panels from Sportscar Metalworks are a great fit, including the outer sills, which are known to be variable from other sources.
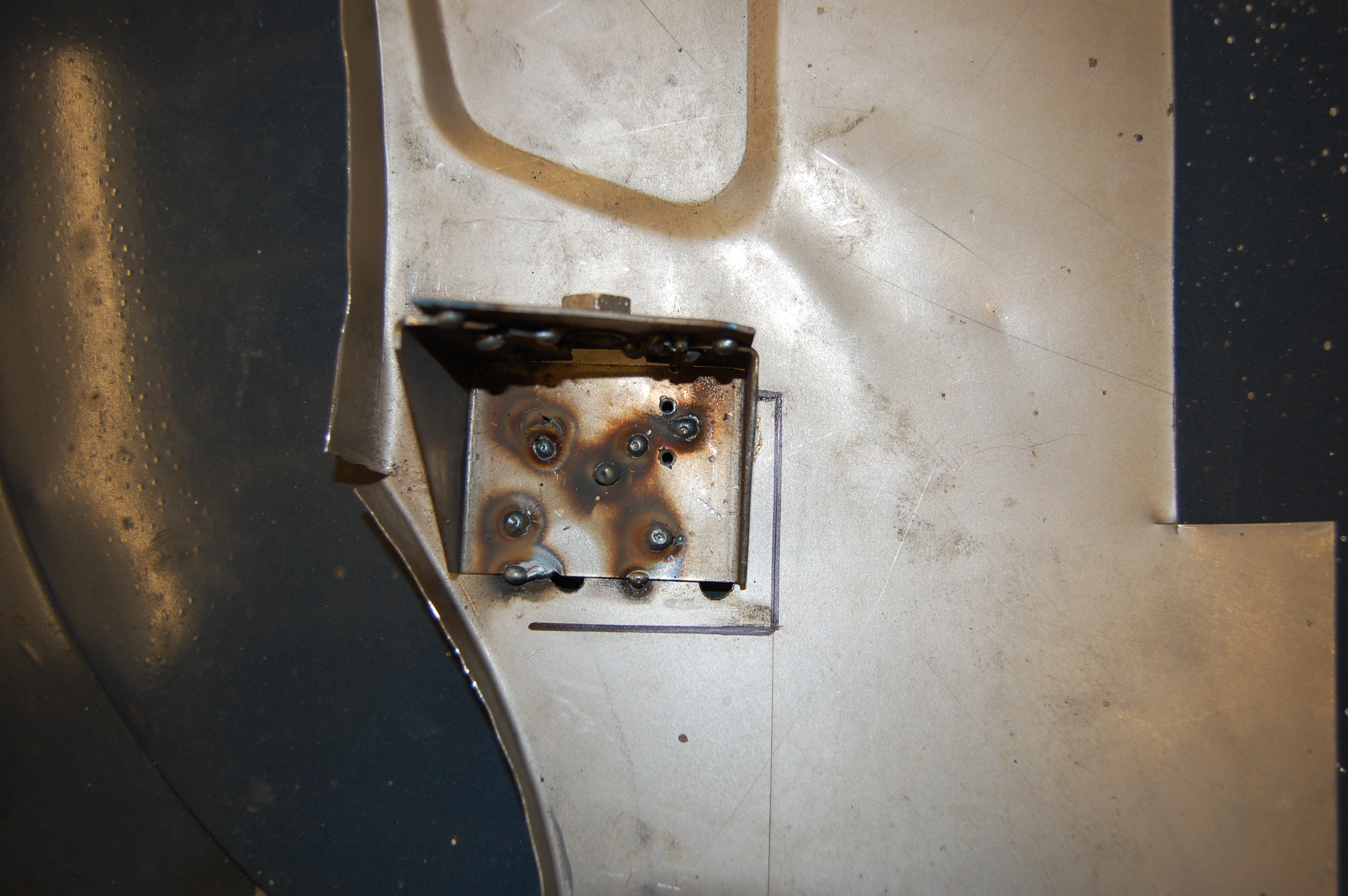
Additional welding required. Spoke to Mick at Stoneleigh Feb 2013 and he will supply the bracket loose with the panel in future.
Structure complete – Body removal



Car back on it’s wheels after final work on structural bodywork. Cockpit braced ready for removal of body. Some say this is unnecessary if inner and outer sills are in good shape, but I prefer belt and braces approach given the hours spent on trying to get it all right.
Once the body structure has been replaced (sounds easy) and the body has been braced, then it can be lifted off, which is a two man job. Next comes the problem of what to do with a large bodyshell, particularly when working in a small single workshop. Initially, its useful to have a pair of carpenters saw horses at hand to place the shell on, while a better solution is found. I searched the internet to find a mobile dolly plan and found many different types. I eventually devised my own based on some scrap timber I had lying around and a set of substantial casters.
Body lifted off easily, although the heater shelf to chassis cork gasket was apparently bonded on and gave the impression of having missed a retaining bolt. Once released it was a two man job to lift off and move to a pair of sawing horses for temporary storage.

 Body Support Dolly.
Body Support Dolly.

These shots taken after the completed bodyshell was returned from shot blasting and priming.

